Example for calculating the dust return correction
In order to calculate the dust return correction of the kiln feed you have to evaluate a mass balance based on your own calculations beside the Protocol Spreadsheet. In this topic a practical example of this calculation is presented.
The example refers to a plant with a production of 1 million tonnes of clinker per year. The dust return correction of the kiln feed must be determined in order to determine the CO2-emissions from raw material calcination by one of the two input methods (A1, A2) in the Protocol Spreadsheet. Raw meal consumed means the amount of raw meal consumed for the production of clinker in the kiln including calcined bypass dust leaving the kiln system: For the determination of the dust return correction, two methods have been suggested in the topic "Input Method Dust Return Correction".
1) Dust return weighing:
If you have the possibility in your plant to weigh the dust return directly, you can use the measured mass values for determining the fraction of dust return in relation to the total amount of kiln feed either in certain periods or throughout the year. This method can be applied by measuring the amount of kiln feed and the amount of dust return during a certain period of one day or several hours. Therefore the complete dust return should be measured on a calibrated process scale or by exporting it to trucks and measuring the amount of dust return on a truck scale.
| KF × (1-DR) | = | KF × (1-Weight of dust return / KF ) |
| DR | = | Weight of dust return / KF |
with:
- KF = Kiln Feed in tonnes per day (t/d)
- DR = Dust Return correction in percentage (%)
-
Weight of dust return in tonnes per day (t/d)
2) Determining the fraction of dust return from a kiln mass balance:
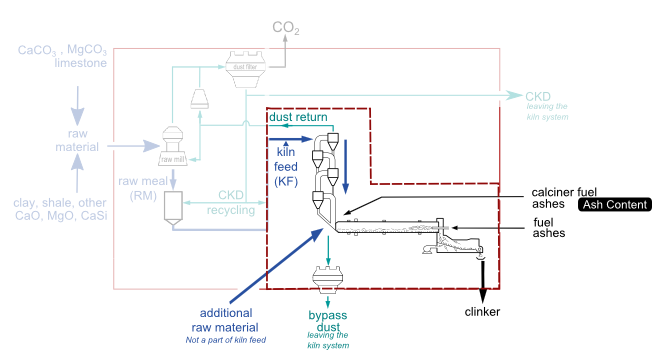
If weighing of the dust return is not an option for you, the fraction of dust return can be determined from a kiln mass balance. On the input side of the kiln system there are the kiln feed (KF in the equation below) minus the dust return fraction (DR), additional raw materials (ARM, not part of the kiln feed) and fuel ashes (FA). On the output side stand clinker production (P) and bypass dust leaving the kiln system. Since the LOI (Loss on Ignition) of the raw meal and the additional raw materials is also a mass output of the system, a correction of these material masses for their LOI has to be conducted as well as for potentially incomplete calcination of bypass dust.
This kiln mass balance is described by the following equation:

where:
- KF = Kiln Feed in tonnes per day (t/d)
- DR = Dust Return correction in percentage (%)
- P = Clinker Production in tonnes per day (t/d)
- F = Fuel consumption in tonnes per day (t/d)
- FA = Fuel Ash content in percentage (%)
- ARM = Additional Raw Materials in tonnes per day (t/d)
- LOIARM= Loss On Ignition of additional raw materials in percentage (%)
- BypassD = Bypass Dust in tonnes per day (t/d)
- LOIBypassD = Loss On Ignition of bypass dust in percentage (%)
- LOIRM = Loss On Ignition of raw meal in percentage (%)
Note that: The value of (F×FA) is equal to the summation of all fuel types used for clinker production, for example (F×FA) = (F×FA)kiln fuel type 1+ (F×FA)kiln fuel type 2+ (F×FA)calciner fuel
Thus, the amount of kiln feed should be weighed during a kiln test period (e.g. 24 h), in which the operation conditions are representative for the kiln operation during the whole reporting year. Such kiln tests should be repeated regularly in order to assure correct reporting of the total raw meal consumed for clinker production, i.e. the kiln feed corrected for the fraction of dust return. Using the data of such a kiln test, the correction for dust return "DR" remains as the only unknown in the equation above. It is assumed, that the rate of dust return remains more or less stable and represents the efficiency of separation of the upper cyclone(s) of the kiln system.
Calculation Example
For the example, the following values are assumed for the parameters, which have to be measured in each kiln system:
| P | = | 3,000 tonnes per day | |
| KF | = | 5,100 tonnes per day | |
| F | = | 500 tonnes per day | |
| FA | = | 7% |
(physical property of all fuels determined as mass weighted average from laboratory analysis of the individual fuel types) |
| ARM | = | 153 tonnes per day | (in this example 3% of kiln feed) |
| LOIARM | = | 40 % | |
| BypassD | = | 102 tonnes per day | (in this example 3.4% of clinker production and calcination rate d= 95%) |
| LOIBypassD | = | 2.6% | |
| LOIRM | = | 35% |
Inserting these numbers into the equation above, the following amount of kiln feed minus dust return mass is determined, which is the amount of raw meal consumed:
KF × (1 - DR) = (3,000 (t/d) – 500 (t/d) × 7% - 153 (t/d) × (1 - 40%) + 102 (t/d) × (1 – 2.6%)) / (1 – 35%)
KF × (1 - DR) = 4,573 (t/d)
Solving the equation for DR yields the fraction of dust return correction according to equation
DR = 1 – 4,573 tonnes per day/5,100 tonnes per day = 10.33%